|
Tarvainen, Veikko
VTT Rakennus- ja yhdyskuntatekniikka, Betonimiehenkuja 3, PL 1801, 02044 VTT

VTT Tiedotteita 2295, Toukokuu 2005, 69 s.
ISBN 951–38–6710–2
(nid.)
ISBN 951–38–6711–0 (PDF)
Projektin nimi: EU:n Straight-projekti
Toimeksiantaja(t): Suomessa: Wood Focus Oy, Valutec Oy
Avainsanat: sawn timber, Norway spruce, Sitka spruce, quality improvement, dimensional stability, twist, bow, log sorting, grain angle,
spiral grain
Tiivistelmä
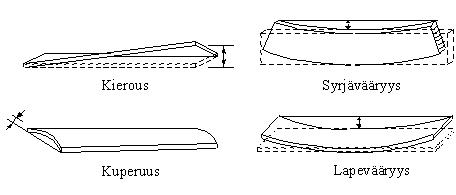
Puun syiden kierteisyys, jota sahatavaralla nimitetään vinosyisyydeksi, on keskeinen syy sahatavaran kieroutumiseen kuivauksessa.
Myös jotkin muutkin kasvavan puun kannalta hyvät ilmiöt, kuten reaktiopuu ja epäsymmetrinen oksisto, johtavat sahatavarassa
haitallisiin muodonmuutoksiin, kuten syrjä- ja lapevääryyteen, kierouden lisäksi.
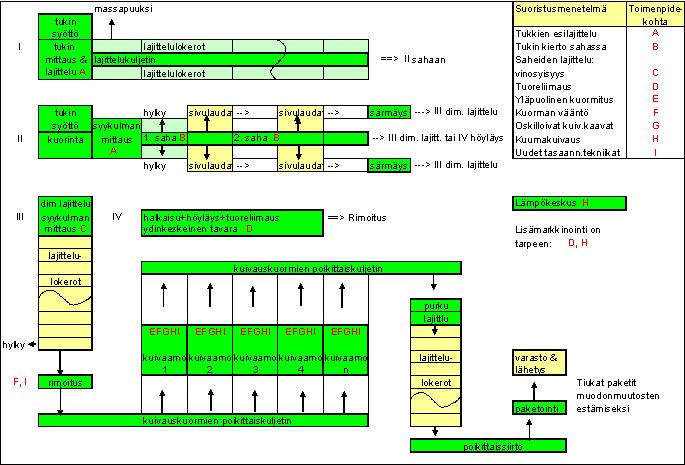
EU:n Straight-projektissa tutkittiin menetelmiä, joilla sahatavaran suoruutta voidaan parantaa. Hanke keskittyi pääosin kuivauksessa tehtäviin toimiin. Lisäksi tarkasteltiin tukkien ja sahatavaran lajittelua syiden suunnan mukaan sekä ohjaamista erilaisiin käsittelyihin ja käyttökohteisiin. Projektissa
tutkitut menetelmät olivat tukkien lajittelu kierteisyyden mukaan, kierteisten tukkien kiertäminen sahauksen aikana, sahatavaran
lajittelu kuivausryhmiin alkukosteuden ja tiheyden mukaan, ydinkeskeisten saheiden halkaisu, yhteenliimaus ja kuivaus, kuivauskuorman pitäminen suorana yläpuolisilla painoilla tai painimilla, kuorman kiertäminen kuivauksessa
ja jälkitasaannutuksessa viistettyjen aluspuiden avulla, "sahaavat" kuivauskaavat sekä kuumakuivaus.
Tehokkaimmaksi menetelmäksi osoittautui ytimen läheltä sahatun tavaran jalostaminen liimaamalla: ydinkeskeinen kappale halkaistaan
tuoreena, sahatavaran alkuperäiset pinnat liimataan vastakkain ja kuivataan. Kauempaa ytimestä sahattu on luonnostaan suorempaa.
Menettelyllä parannetaan siten koko sahatavaratuotannon laatua.
Kuormanpainimet ovat tehokas ja edullinen tapa pitää tavara suorana kuivauksessa. Kuormituksen poistuttua muodonmuutokset
lisääntyvät mutta ovat pienempiä kuin ilman painimia kuivattaessa. Lisäämällä kuormitusta kuivauksen edetessä estetään riman-painaumat
puun ollessa märkää mutta varmistetaan riittävä kuormitus myös kuivauksen loppuvaiheessa. Tärkeää on jäähdyttää tavara yläpuolisen
kuormituksen alaisena.
Suoraksi painamista tehokkaampaa on vääntää kuormaa kieroutumiselle vastakkaiseen suuntaan. Tämä voidaan toteuttaa viistetyillä
aluspuilla trukkitäytteisessä kamarissa. Menetelmää ollaan kehittämässä myös suursahoilla käytössä oleviin järjestelmiin soveltuvaksi. Kuivauksessa kieroutuneet puut voidaan myös suoristaa rimoittamalla ne uudelleen ja tasaannuttamalla kuivaamossa vastakkaiseen
suuntaan kierrettynä.
Abstract
In the EU funded project STRAIGHT, different drying, sorting, conditioning and re-engineering methods to minimise the distortion
of sawn softwood timber were investigated. The main outcome from this study for the industry is the Best Practice Manual.
This publication is a shortened Finnish version of BPM. It presents the studied methods, their pros and cons in timber production,
and in the end use of the sawn timber. The straightness improvement methods are examined according to the acceptance percentage
of structural timber, when straightness is the main criteria. Other important criteria include extra drying and handling costs,
the effects of methods on other quality factors and the saleability of material with normal sawmill production.
The studied methods are: a) pre-sorting of logs according to the spiral grain angle, b) twisting of small diameter logs during
sawing to counteract natural direction of twisting, c) re-engineering of pith-boxed battens using green gluing i.e. splitting
battens along their length and re-engineering whilst green, d) twisting the drying load in the opposite direction to natural
twist (the support sections on the kiln wagon are angled to counteract the normal direction of twist), e) top-loading of the
kiln load, f) oscillating drying schedules for enforcing mechanosorptive creep to reduce twist, g) high-temperature drying
and finally h) new conditioning techniques where dried twisted timber is re-stacked and stickered on angled support balks
which promotes opposite twisting during special conditioning.
The best straightening results has been achieved by re-engineering the pith-boxed battens using green gluing before drying.
The most cost-effective method is the top-loading and correct stickering of drying charges. It is important that the timber
is top loaded during the cooling phase. The disadvantage of top-loading, as well as of the counter-wise twisting during drying
is the spring back effect: the timber is fairly straight directly after drying, although the distortion increases gradually
as environmental changes occur. These methods are good if the timber is used in a construction soon after drying or opening
of timber package or re-engineered so that spring-back is prevented.
Sisällysluettelo
Tiivistelmä
Abstract
Alkusanat
1. Johdanto
2. EU:n Straight-projekti
2.1 Projektin tavoitteet
2.2 Tutkitut menetelmät
2.2.1 Raaka-aineen lajittelu
2.2.2 Tukin kiertäminen sahauksessa
2.2.3 Suoristaminen kuivauksen keinoin
2.2.4 Liimattujen rakenteiden käyttö
2.3 Muodonmuutokset ja niiden mittaus
2.4 Hyväksyntäkriteerit
2.5 Suoruus käytössä
3. Tehdyt tutkimukset ja niiden tulokset
3.1 Tukkien lajittelu kierresyisyyden mukaan
3.1.1 Menetelmä
3.1.2 Tulokset
3.1.3 Suoruus käytössä
3.1.4 Kannattavuustarkastelu
3.2 Pientukin kiertäminen sahauksen aikana
3.2.1 Menetelmä
3.2.2 Tulokset
3.2.3 Kannattavuustarkastelu
3.2.4 Suoruus käytössä
3.3 Ydinkeskeisen tavaran halkaisu ja tuoreliimaus
3.3.1 Menetelmän kuvaus
3.3.2 Tulokset
3.3.3 Suoruus käytössä
3.3.4 Kustannustarkastelu
3.4 Rimapaketin yläpuolinen kuormitus
3.4.1 Menetelmä
3.4.2 Tulokset
3.4.3 Suoruus käytössä
3.4.4 Yhteenveto ja tulosten tarkastelua
3.4.5 Päätelmiä
3.4.6 Suosituksia kuormituksen järjestämiseksi
3.4.7 Käytännön kokemuksia kuormanpainimista
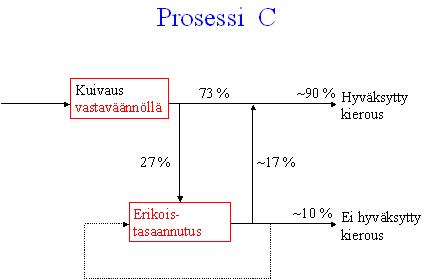
3.5 Vastaväännöllä suoraksi – kuivaus kierretyllä alustalla
3.5.1 Menetelmän kuvaus
3.5.2 Tulokset
3.5.3 Suoruus käytössä
3.5.4 Kustannustarkastelu
3.6 Kuumakuivaus
3.6.1 Menetelmä
3.6.2 Kokeiden tuloksia
3.6.3 Kuivauskustannukset
3.6.4 Suoruus käytössä
4. Eri menetelmien hyvät ja huonot puolet
4.1 Tukkien esilajittelu kierresyisyyden mukaan
4.2 Kierresyisten tukkien kiertäminen sahauksen aikana
4.3 Ydinkeskeisten saheiden halkaisu, yhteenliimaus ja kuivaus
4.4 Kuivauskuorman pitäminen suorana yläpuolisilla painimilla
4.5 Vastaväännöllä suoraksi – kuivaus kierretyllä alustalla
4.6 Kuumakuivaus
4.7 Eri menetelmien vertailua
5. Yhteenveto
Kirjallisuutta
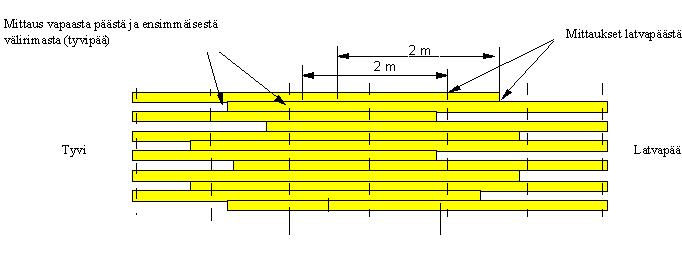
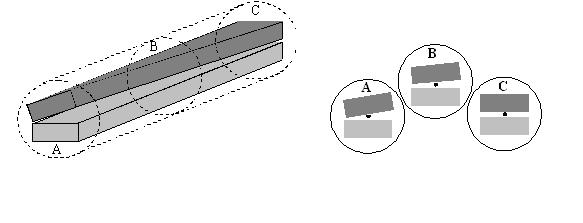
Kuvat ja taulukot Kuva 1. Sahatavaran suoruuden mahdolliset parantamiskohdat (A–I) sahan prosessikaaviossa.  Kuva 2. Sahatavaran muodonmuutokset. 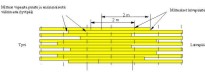 Kuva 3. Muodonmuutosten mittauskohdat tutkituissa rimapaketeissa.
Taulukko 1. Straight-projektissa sovitut hyväksyntärajat sahatavaran muodonmuutoksille 15 %:n kosteudessa.
|
Muodonmuutos
|
Hyväksyntäraja
|
|
Kierous
|
4 mm / 2 m / 100mm
|
|
Lapevääryys
|
4 mm / 2 m
|
|
Syrjävääryys
|
3 mm / 2 m
|
|
Kuperuus
|
2 mm / 100 mm
|
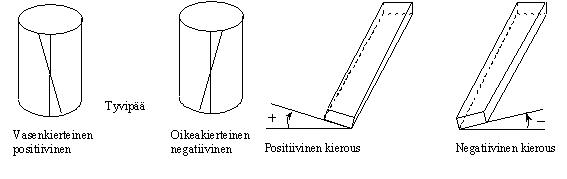
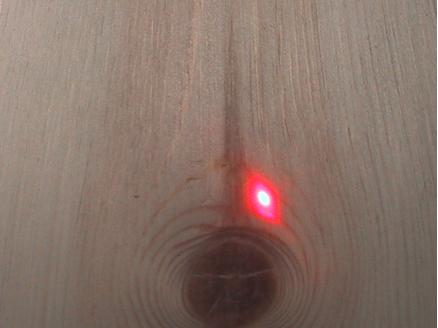
 Kuva 4. Tukin kierresyisyyden, sahatavaran syysuunnan (positiivinen, negatiivinen) ja kierouden suunnan merkintä.  Kuva 5. Poikkileikkaukseltaan pyöreän lasersäteen siroaminen puun pinnalla. Kuvion pituusakseli on puun syiden suuntainen.
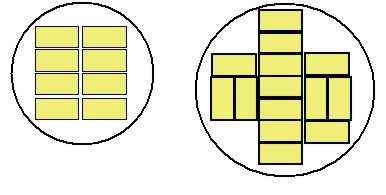
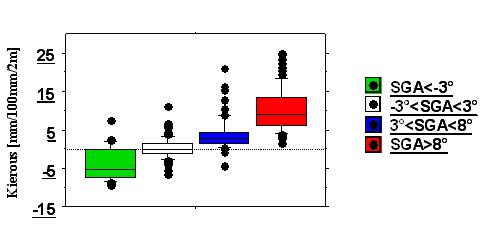
Oksan lähellä syysuunta poikkeaa sahatavaran pituussuunnasta.  Kuva 6. Puun kierresyisyyden määrittäminen S-GAG-mittalaitteella.  Kuva 7. Esimerkkejä käytetyistä sahausasetteista.  Kuva 8. Sahatavaroiden kierous (mm / 100 mm / 2 m) 18 %:n kosteudessa tukin pinnan kierresyisyyden (SGA) mukaan lajitelluissa
neljässä tukkiryhmässä. 50 % kappaleista on laatikoiden sisällä. Laatikoiden keskiviiva esittää kierouden keskiarvoa. Lyhyiden
viivojen ylä- samoin kuin alapuolella on 10 % sahatavaroista. Pallot esittävät yksittäisiä mittausarvoja.
Taulukko 2. Suorien sahatavaroiden osuudet riippuvarastoinnin jälkeen (katso kohta 2.5). Kieroudet on redusoitu 15 %:n kosteuteen.
Hyväksyntäraja on 4 mm / 100 mm / 2 m.
|
Tukkien kierresyisyys(°)
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
< –3
|
40,0
|
30,0
|
|
–3< KS< +3
|
79,7
|
77,4
|
|
3< KS < 8
|
34,7
|
24,5
|
|
8< KS
|
3,8
|
3,8
|
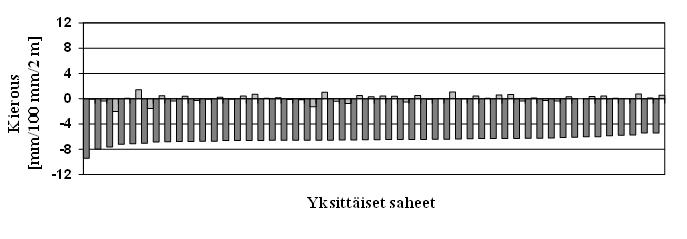
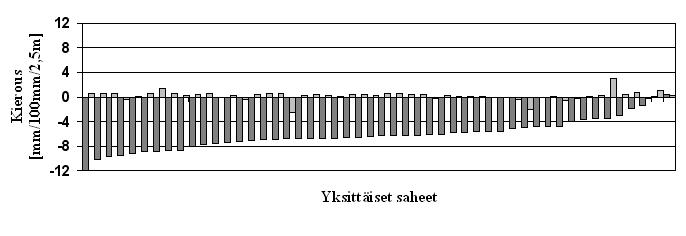
 Kuva 9. Jokaisesta tukista sahattiin ensimmäinen soiro tukkia sahauksen aikana kiertämällä. Toinen soiro sahattiin tukin loppuosasta suoraan sahaamalla.  Kuva 10. Kierous sahauksen jälkeen. Tummat palkit ilmaisevat vakiomäärällä kierrettyjen puiden kierouden. Vaaleat tolpat ovat suoraan sahattujen puoliskojen arvoja.  Kuva 11. Kierous (mm / 100 mm / 2,5 m) sahauksen jälkeen. Tummat palkit kertovat yksilöllisesti kierrettyjen puiden kierouden.
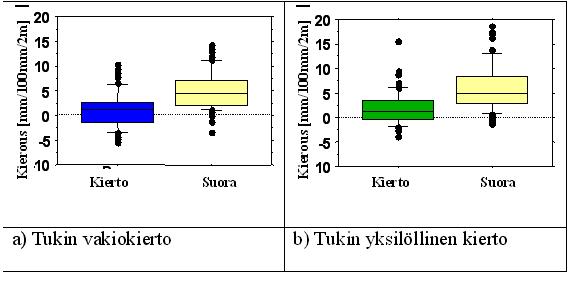
Vaaleat tolpat ovat suoraan sahattujen puoliskojen arvoja.  Kuva 12. Perinteisesti ja tukkia kiertäen sahattujen sahatavaroiden kieroudet kuivauksen jälkeen 18 %:n kosteudessa. Vasemmalla on vakiomäärällä (3,5° / 2 m) kierrettyjen ja oikealla yksilöllisesti kierrettyjen
puiden kieroudet. Saheista 50 % on laatikoiden sisällä. Laatikoiden keskiviiva esittää kierouden keskiarvoa. Lyhyiden viivojen
ylä- samoin kuin alapuolella on 10 % sahatavaroista. Pallot esittävät yksittäisiä mittausarvoja.
Taulukko 3. Suorien sahatavaroiden osuudet riippuvarastoinnin jälkeen (katso kohta 2.5). Kieroudet on redusoitu 15 %:n kosteuteen.
Hyväksyntäraja on 4 mm / 100 mm / 2 m.
|
Sahaustapa
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
Vakiokierto sahauksessa
|
40
|
36
|
|
Suoraan sahaus
|
30
|
30
|
|
Yksilöllinen kierto sahauksessa
|
48
|
46
|
|
Suoraan sahaus
|
26
|
22
|
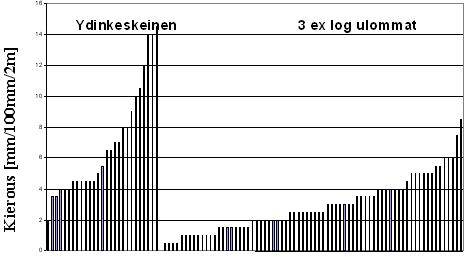
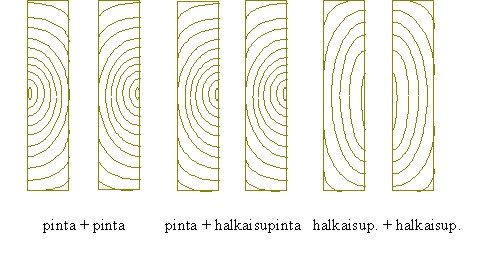
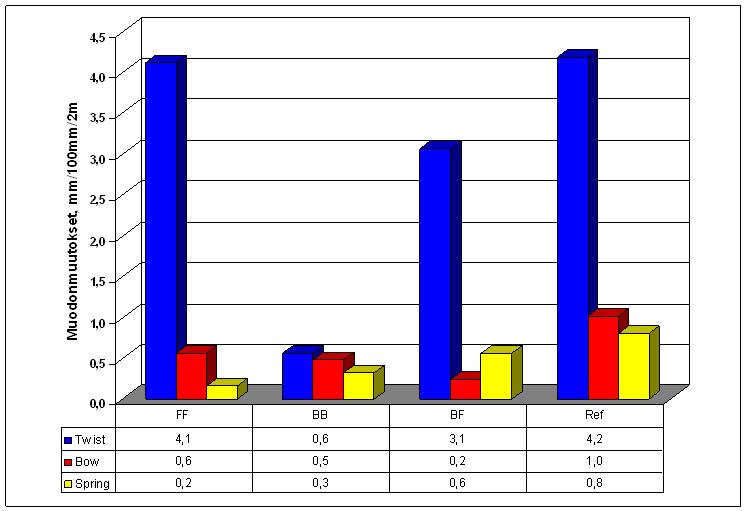
 Kuva 13. Ydinkeskeinen sahatavara.  Kuva 14. Ydinkeskeisten 50 x 100 mm soirojen ja niiden molemmin puolin sahattujen tavaroiden kieroudet (3 ex log -sahaus).  Kuva 15. Yhteenliimausvaihtoehdot. 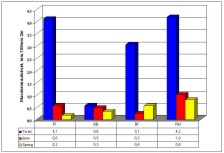 Kuva 16. Eri tavoin yhteenliimattujen kappaleiden sekä ydinkeskeisen vertailukappaleen muodonmuutokset kuivauksen jälkeen 20 %:n kosteudessa. Merkinnät: FF = halkaisupinnat yhteen, BB = alkuperäisen saheen pinnat yhteen, BF = halkaisupinta + pinta, Ref = ydinkeskeinen vertailukappale.
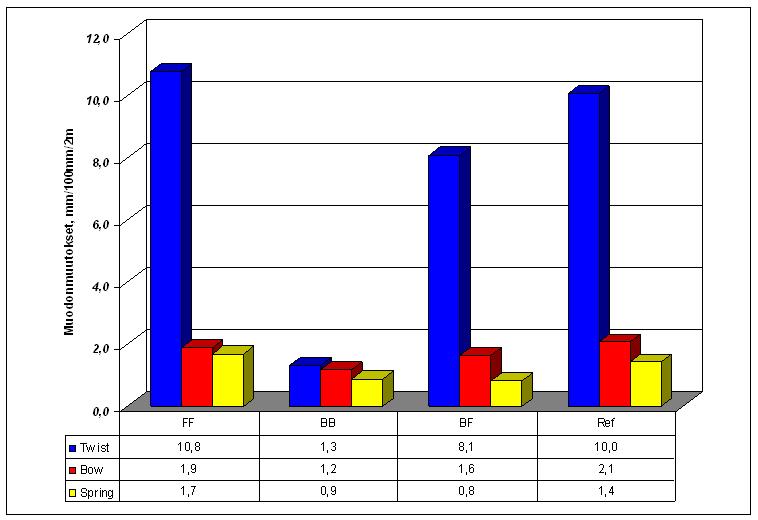
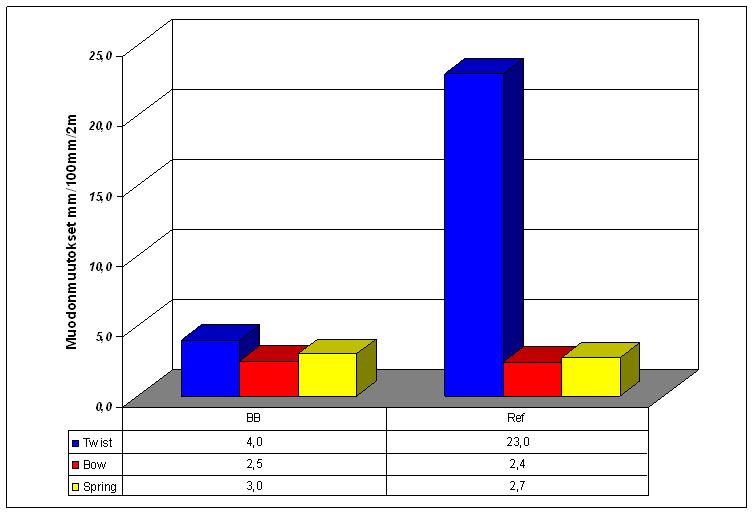
Ryhmien tolpat vasemmalta oikealle: kierous (twist), lapevääryys (bow) ja syrjävääryys (spring). 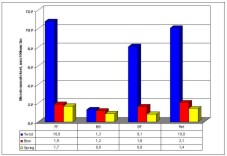 Kuva 17. Yhteenliimattujen kappaleiden sekä ydinkeskeisen vertailukappaleen muodonmuutokset kuivauksen ja tasaannutuksen jälkeen 13 %:n kosteudessa. Merkinnät: katso edellisen kuvan teksti. 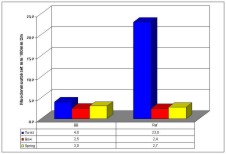 Kuva 18. Tuoreliimauksella jalostettujen tuotteiden ja ydinkeskeisten vertailupuiden muodonmuutokset kuivauksen jälkeen 14
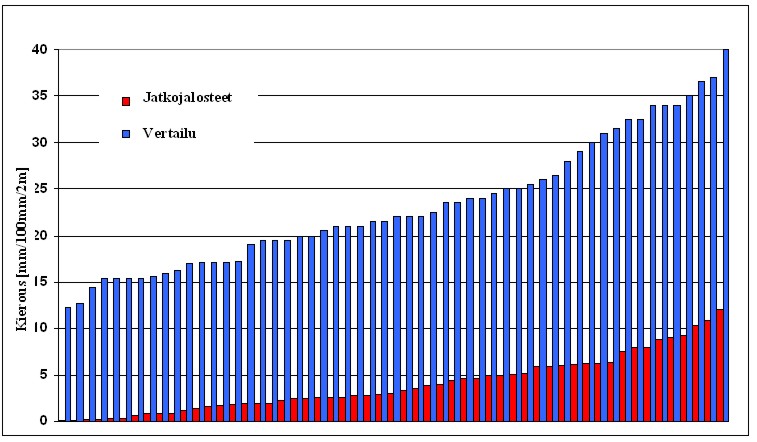
%:n kosteudessa. Merkinnät: katso kuvan 16 teksti. 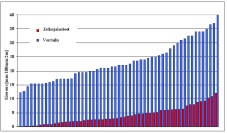 Kuva 19. Yksittäisten kappaleiden kieroudet (mm / 100 mm / 2 m) jatkojalostetuissa puissa (matalat tolpat) ja vertailukappaleissa.
Taulukko 4. Suorien puiden osuudet riippuvarastoinnin jälkeen (katso kohta 2.3.3). Kieroudet on redusoitu 15 %:n kosteuteen. Hyväksyntäraja on 4 mm / 100 mm / 2 m.
|
Käsittely
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjenosuus (%)3. jakson jälkeen
|
|
Ydinkeskeinen vertailu-aineisto
|
0
|
0
|
|
Tuoreliimauksella jalostetut puut
|
70,9
|
72,7
|
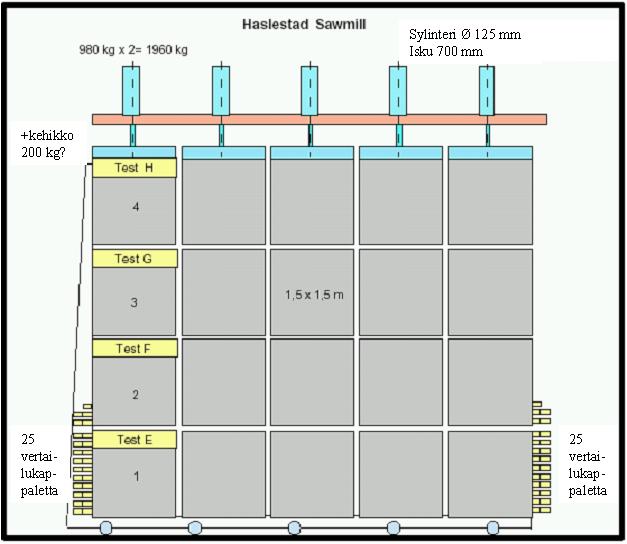
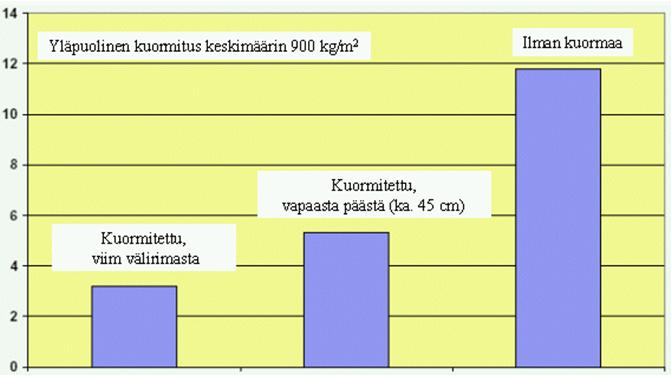
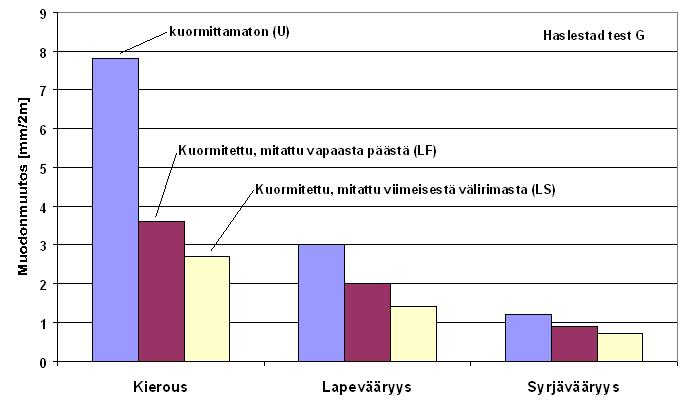
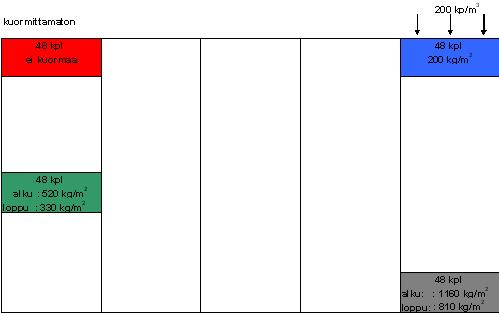
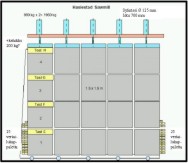 Kuva 20. Koejärjestely NTI:n kokeessa Haslestadin sahalla Norjassa. Kunkin rimapaketin yläosassa on koemateriaalia. Vertailupuut ovat kuormittamattomina kuorman sivuilla. 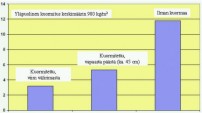 Kuva 21. Kuormituksen (900 kg/m2) vaikutus sahatavaran kierouteen (mm / 2 m / 100 mm). Kierous on mitattu 2 metrin matkalta sekä vapaasta päästä että viimeisestä
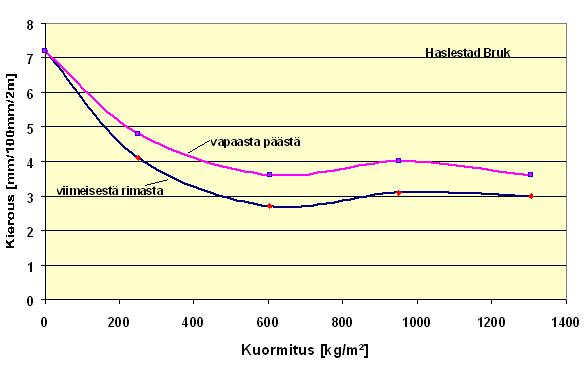
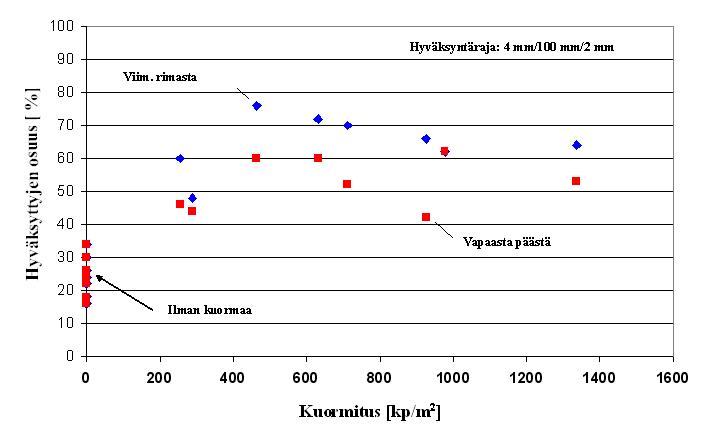
välirimasta lukien. 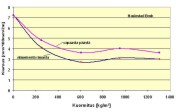 Kuva 22. Yläpuolisen kuormituksen vaikutus kierouteen. 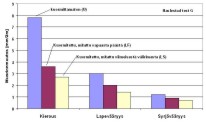 Kuva 23. Kuormituksen (900 kg/m2) vaikutus muodonmuutoksiin.  Kuva 24. Kuormitettuja ja kuormittamattomia sahatavaroita kuivauksen jälkeen. 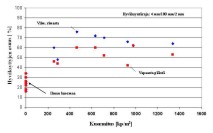 Kuva 25. Hyväksyttyjen kuusisoirojen osuudet kuivauksen jälkeen, kun kriteerinä oli, että kierous on alle 4 mm / 100 mm /
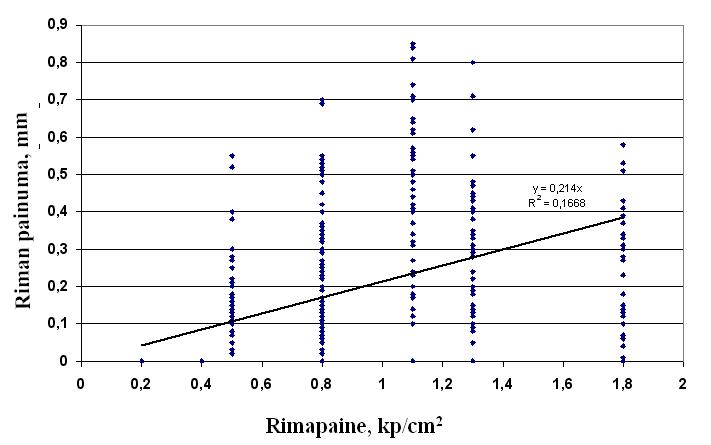
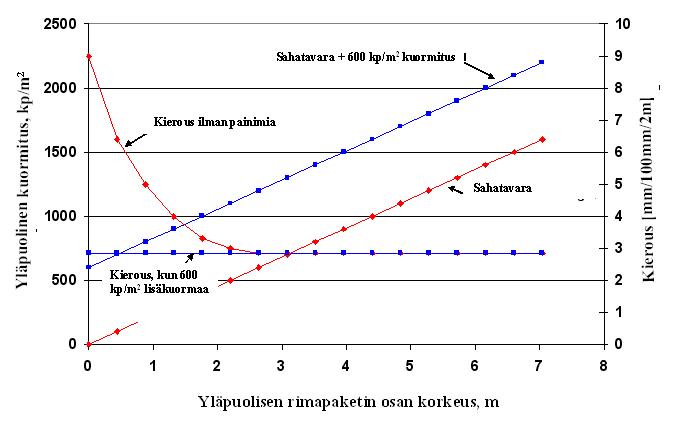
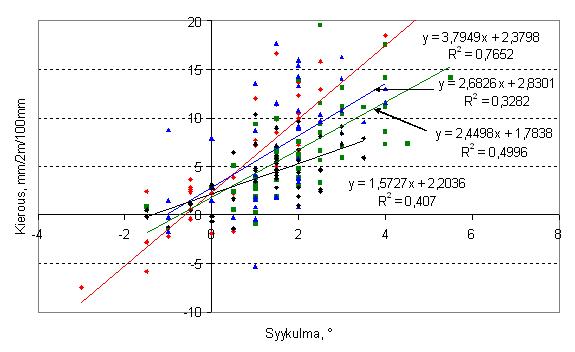
2 m 15 %:n kosteudessa. Dimensio oli 50 x 100 mm2. 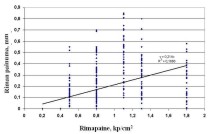 Kuva 26. Rimapaineen vaikutus riman painumaan. 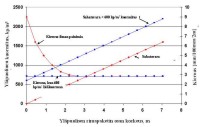 Kuva 27. Rimapaketin korkeuden vaikutus sen alapuolella olevien sahatavaroiden kokonaiskuormitukseen ja kierouteen yläpuolisen 600 kp/m2 lisäkuormituksen kanssa ja ilman.  Kuva 28. Puiden yläpuoliset kuormitukset Stora Enso Timberin Kotkan sahalla tehdyssä kuivauskokeessa. 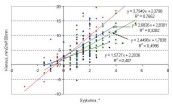 Kuva 29. Yläpuolisen kuormituksen (katso kuvan 28 värikoodit) ja syykulman vaikutus kierouteen teollisessa lämminilmakuivauksessa
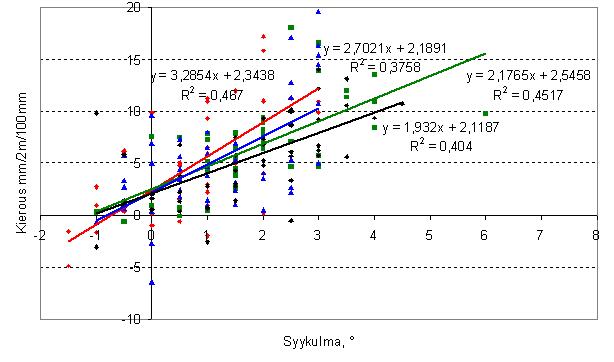
70 °C:ssa. 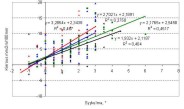 Kuva 30. Yläpuolisen kuormituksen (katso kuvan 28 värikoodit) ja syykulman vaikutus kierouteen teollisessa kuumakuivauksessa
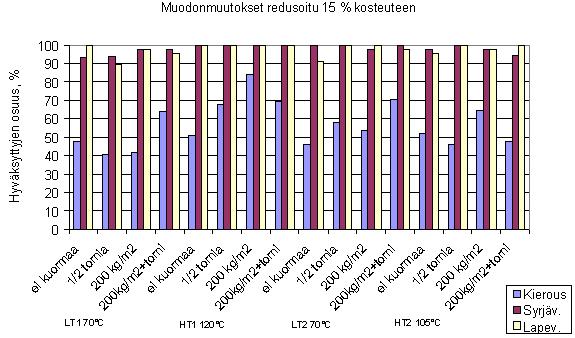
105 °C:ssa.  Kuva 31. Straight-projektissa käytettyjen muodonmuutosrajojen mukaan hyväksyttyjen puiden osuudet kuivauksittain ja kuormitusryhmittäin.
Taulukko 5. Suorien sahatavaroiden osuudet lämminilmakuivauksen ja riippuvarastoinnin jälkeen (katso kohta 2.3.3). Kieroudet on redusoitu 15 %:n kosteuteen. Hyväksyntäraja on 4 mm / 100 mm / 2 m. NTI:n kokeet Norjassa.
|
Yläpuolinen kuormituskg/m2
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
0
|
29,0
|
29,0
|
|
700
|
40,0
|
36,0
|
|
1 300
|
39,5
|
39,5
|
Taulukko 6. Suorien sahatavaroiden osuudet lämminilma- ja kuumakuivauksen jälkeisen riippuvarastoinnin jälkeen (katso kohta 2.3.3). Kieroudet on redusoitu 15 %:n kosteuteen. Hyväksyntäraja on 4 mm / 100 mm / 2 m. LK = lämminilmakuivaus, KK = kuumakuivaus.
|
Kuivaus/kuormituskg/m2
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
LK/0
|
25,0
|
22,9
|
|
LK/200
|
33,3
|
29,2
|
|
LK/700
|
31,3
|
25,0
|
|
KK/0
|
37,0
|
37,0
|
|
KK/200
|
35,6
|
33,3
|
|
KK/700
|
25,0
|
25,0
|
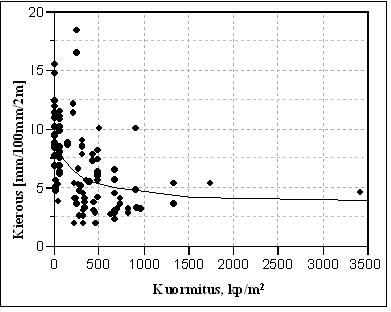
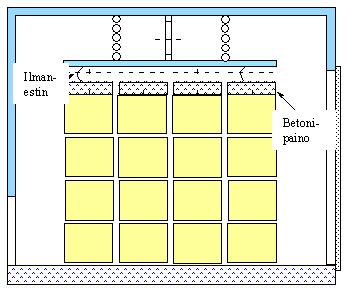
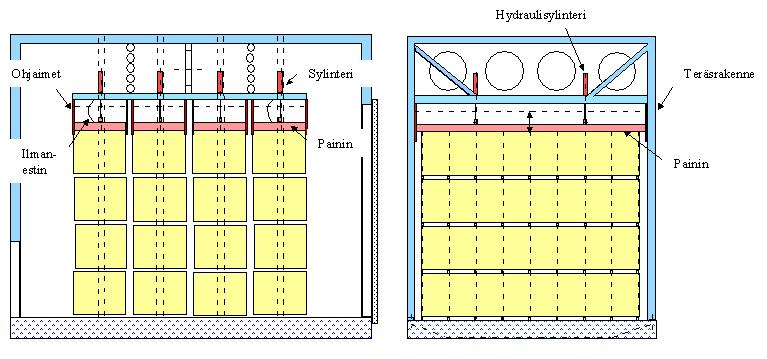
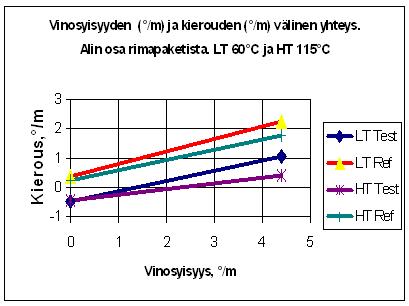
 Kuva 32. Yläpuolisen kuormituksen vaikutus kierouteen. Pisteet ovat 107 kokeen mittausten keskiarvoja.  Kuva 33. Kuorman yläpuoliset betonipainot kamarikuivaamossa. 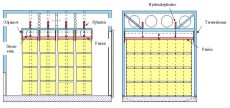 Kuva 34. Periaatekuva hydraulisesta ja pneumaattisesta kuormanpainimista kamarikuivaamossa.  Kuva 35. Koekuivauksissa käytetyt viistetyt aluspuut ja rimakuorma. Korkeakin kuorma pysyy hyvin pystyssä. 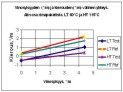 Kuva 36. Kierous vinosyisyyden funktiona kuumakuivauksen (HT) ja lämminilmakuivauksen (LT) jälkeen. Kierrettyjen puiden tulokset esitetään suorilla LT Test ja HT Test. Suorana kuivatut esitetään suorilla
LT Ref ja HT Ref. Yläpuolinen kuormitus oli 600 kg/m2.  Kuva 37. Kuivattuja, uudelleen rimoitettuja kieroja soiroja.  Kuva 38. Trätekin ehdotus sahatavaran suoruuden parantamiseksi.
Taulukko 7. Suorien sahatavaroiden osuudet lämminilma- ja kuumakuivauksen jälkeisen riippuvarastoinnin jälkeen (katso kohta 2.3.3). Kieroudet on redusoitu 15 %:n kosteuteen. Hyväksyntäraja on 4 mm / 100 mm / 2 m. LK = lämminilmakuivaus, KK = kuumakuivaus. Yläpuolinen kuormitus 600 kp/m2.
|
Alusta/Kuivaus
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
Kierretty alusta / LK
|
38,9
|
33,3
|
|
Kierretty alusta / KK
|
77,8
|
77,8
|
|
Suora alusta / LK
|
20,4
|
18,5
|
|
Suora alusta / KK
|
38,9
|
35,2
|
Taulukko 8. Jälkitasaannutetun erän suorien sahatavaroiden osuudet riippuvarastoinnin jälkeen (katso kohta 2.3.3). Kieroudet on redusoitu 15 %:n kosteuteen. Hyväksyntäraja on 4 mm / 100 mm / 2 m.
|
Alusta
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
Kierretty alusta
|
0
|
0
|
|
Suora alusta
|
0
|
0
|
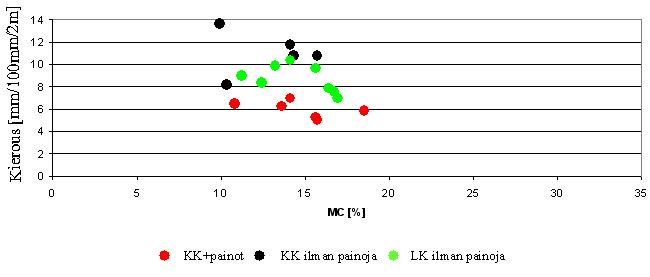
 Kuva 39. Sitkakuusisahatavaran keskimääräinen kierous kuumakuivausten ja lämminilmakuivausten jälkeen. Punaisella on merkitty kuumakuivatut ja kuormitetut puut. Mustalla on merkitty ilman kuormitusta
kuumakuivatut puut. Vihreät pallot edustavat ilman painoja lämminilmakuivattuja vertailupuita.
Taulukko 9. Kuumakuivauksen ja lämminilmakuivauksen kustannusvertailu. Tavoitekosteudet ovat 8 ja 18 %.
Taulukko 10. Jälkitasaannutetun sitkakuusierän suorien sahatavaroiden osuudet riippuvarastoinnin jälkeen (katso kohta 2.3.3). Kieroudet on redusoitu 15 %:n kosteuteen. Hyväksyntäraja on 4 mm / 100 mm / 2 m.
|
Kuivaus
|
Hyväksyttyjen osuus (%)1. jakson jälkeen
|
Hyväksyttyjen osuus (%)3. jakson jälkeen
|
|
Kuumakuivaus
|
26,5
|
32,7
|
|
Lämminilmakuivaus
|
32,7
|
36,7
|
Kirjallisuutta
Bäckström, M., Johansson, M. & Kliger, R. 2004. Properties of timber converted by using novel techniques – Report of WP 5 STRAIGHT Project. Department of Structural Engineering
and Mechanics, Chalmers University of Technology, Publication 04:11, Structural Engineering and Mechanics – Steel and Timber
Structures, Göteborg. 90 s.
Bäckström, M., Johansson, M. & Kliger, R. 2003. Restraining forces preventing twist in the in-service conditions in timber studs. Proceedings of the Second International
Conference of the European Society for Wood Mechanics, Stockholm, Sweden, May 25–28.
Johansson, M. & Bäckström, M. 2003. Distortion models based on variation in material properties. Proceedings of the Fourth
IUFRO WP S5.01–04 Workshop, Harrison Hot Springs, Canada, September 8–14.
Johansson, M., Perstorper, M., Kliger, R. & Johansson, G. 2001. Distortion of Norway spruce timber – part 2. Modelling of twist. Holz als Roh- und Werkstoff 59(3), s. 155–162.
Kliger, R. Johansson, M. Perstorper, M. & Johansson, G. 2003. Distortion of Norway spruce timber – part 3. Modelling bow and spring. Holz als Roh- und Werkstoff 61, s. 241–250.
Kliger, R., Nilsson, N. & Johansson, M. 2004. Pre-twisting during sawing results in straight studs. Submitted to Forest Products Journal.
Nyström, J. 2002. Automatic measurement of compression wood and spiral grain for the prediction of distortion in sawn timber
products. Doctoral thesis, Luleå University of Technology, Division of Wood Technology, Skellefteå, Sweden. Publication nr. 2002: 37. 18 s. + liitt. 62 s.
Tarvainen, V. 2003. Kieroutumisen syyt ja vähentämiskeinoja. Puumies 48(9), s. 6–7.
Tarvainen, V. & Hukka, A. 1997. Sahatavaran kierouden vähentäminen kuivauksen keinoin. Esiselvitys. Espoo: VTT Tiedotteita
1861. 36 s. ISBN 951-38-5157-5; 951-38-5158-3. http://www.vtt.fi/inf/pdf/tiedotteet/1997/T1861.pdf
Tronstad, S. 2003. Europa satser på rette bjelker. NTI Träteknisk Informasjon. June 2003. 50 s.
Uusijärvi, R. 2004. Rakare virke från befintlig skogsråvara. Trätek Report P0407017, Stockholm, 2004. 41 s.
|